

Conventional Atmospheric Carburizing Versus Low Pressure Carburizing Furnace Systems
Authors:
Pierre Rousset – Technical Operations Director from ECM USA
Vincent Lelong – Metallurgist from ECM USA
Many developments have been carried out in carburizing technology and many articles on this process have been written. However, we feel it is important to remind new engineers of the basic rules that justify the strong development of this process. Carburizing is simply defined as adding carbon to iron or steel, by heating in the presence of carbon to harden the surface of a component. Depending on the metallurgical recipe, the hardness can vary with carbon content. This process can be achieved in either a Conventional Furnace (Atmosphere Furnace) or a Low Pressure Carburizing Furnace (LPC).
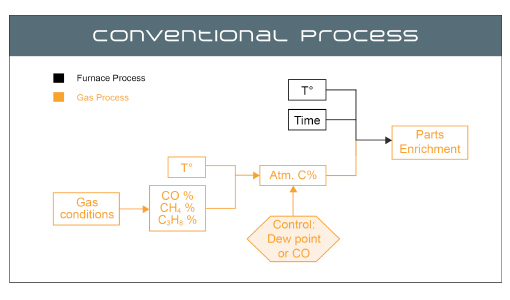
• Conventional Furnace (Atmosphere Furnace): conventional carburizing is an atmosphere controlled process with control of the carbon potential.
• Low Pressure Carburizing Furnace (LPC): low pressure carburizing is running without any oxygen and with injections of carburizing gas (acetylene for example).
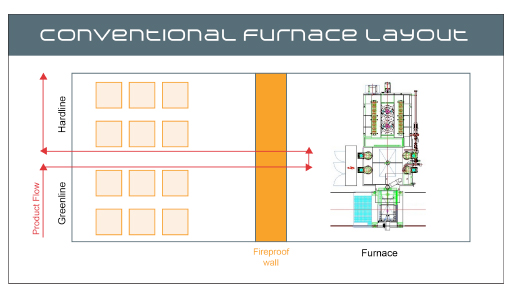
Conventional Furnace:
Conventional carburizing is a popular method using older but reliable technology. This proven technology has been instrumental in pioneering the carburizing process for a number of industries. Economical and cost effective, this furnace remains stable due to its process which provides constant carburizing case depth due to the precise control of the endothermic gas. This mixture of hydrocarbon gases and air provides the carbon potential (CO) necessary for the carburizing process. Due to the presence of oxygen in the atmosphere, there are risks of intergranular oxidation (IGO), decarburization and scaling on the surfaces of the treated parts. The constant control of the carbon potential and the ratio of hydrocarbon gas, hydrogen and nitrogen safeguard the surfaces from deterioration.
The main features of a Conventional Furnace are:
• Permanent injection of endothermic gas mixture at atmospheric pressure in batch or conventional furnaces.
• Even level of carbon content in the furnace.
• Length of furnace (conventional furnace) or duration of cycle (batch furnace) is relative to the case depth requirement.
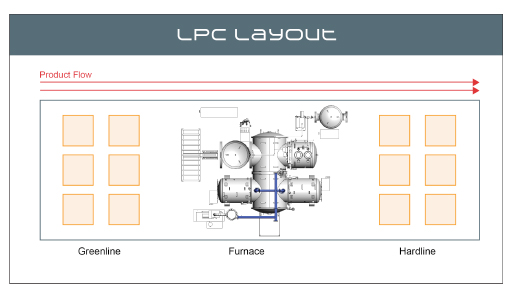
Low Pressure Carburizing (LPC) Furnace:
The LPC process has been chosen for its tight process control, its repeatability, optimized metallurgy and shorter cycle time at higher temperature versus atmospheric carburizing. The development of a new technology of carburizing for new applications requires an understanding of the standard processes. The LPC process is a thermal treatment using alternative boosts of carburizing gas and neutral gases without causing inter-granular oxidation. This process also provides uniform homogeneity of carburizing case depths thanks to a precise control during the recipe development. The target is to develop carburizing recipes at higher temperatures and with a higher enrichment capability without affecting the material properties.
The mains features of LPC are:
• Hydrocarbon thermal cracking at low pressures (7-13 mbar) in a vacuum cold wall furnace. Alternate injection of hydrocarbon gas boosts (carburizing) and of neutral gas (diffusion).
• Number and duration of the steps are determined by the case depth required.
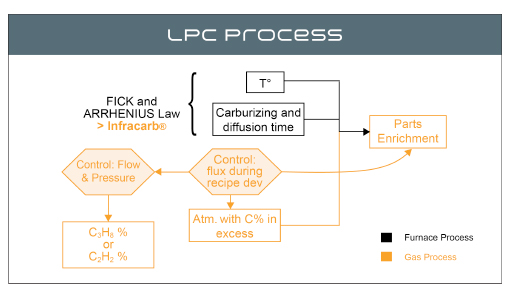

LPC principle with Infracarb® & CBPWin®
ECM Technologies’ ICBP® LPC furnaces use the Infracarb® patented process. Infracarb® consists of alternately injecting hydrocarbon (C2H2 or C3H8) – which enriches the surface by breaking the molecule at high temperatures – and a neutral N2 gas for diffusion. The objective is to maintain a high level concentration of monoatomic carbon – obtained after the dissociation of the reactive gas on the surface of the parts – without reaching the carbon solubility limit in the steel, and therefore, no soot accumulation. Thus, the reaction yield is greatly superior to that obtained in traditional conventional atmospheric carburizing based on a CO/CO2 balance, while still being less prone to atmospheric changes. The absence of carbon potential notion in low pressure carburizing eliminates the need for in situ control and makes the process easier.
This Infracarb® process ensures precise control of simple physical parameters for optimal results: temperature, length of the gas injection phases, flows and pressures. The process temperature is generally higher than traditional carburizing, between 880 and 1,050°C. The cycle time is reduced significantly: up to 50%, depending on the carburizing depth. C2H2 Acetylene – used for low pressure carburizing – and N2 nitrogen – used for diffusion – are the most common gases used in the Infracarb® process, under standard conditions. Acetylene is a synthesis gas, and its purity can be controlled providing exceptional chemical reactivity (dissociation rate is over 60%), which allows very complex parts such as diesel injection components to be carburized. Also, it is not very sensitive to possible heterogeneity in washing before treatment and prevents the occurrence of soft areas. Large surface areas can be carburized and it has a high enrichment effect. The number and length of the phases depend on the carburizing depth required. Simulations using Infracarb® allow precise adjustments of recipe parameters to achieve perfect control of the carburizing depth.