

Below is ECM USA’s excerpt that was featured in Heat Treat Today’s Digital Magazine for February 2021: The IQ Issue
Heat Treat Today: All about IQ Furnace Systems
Introduction: The batch integral quench furnace (BIQ) has had a long and storied history. With the advent of the first BIQ furnaces in the 1950s to today’s technology of the 21st century, these workhorses of the industry are undoubtedly the most popular batch style furnace in the heat treating world. Dan Herring, The Heat Treat Doctor® attests, “Atmosphere gas carburizing in batch integral quench furnaces is the de facto standard by which all other equipment types and processing methods are measured for light and medium duty production.”
Heat Treat Today was curious to know about BIQ furnaces that service heat treaters, so we surveyed leading suppliers. In this article, learn how suppliers meet the needs of clients through proprietary designs and systems.
ECM USA: Eco Furnace System
How does [the Eco System] differ from historic IQ systems?
The heat treatment of steels, and in particular carburizing operations, have been operated in a traditional furnace under a carbon enriched atmosphere. These operations mainly take place in pusher, batch sealed quench or mesh belt furnaces with endothermic gas generators. They are often located in dedicated buildings with fireproof walls due to fire and explosion hazards. Even though such processes are commonly used, there are numerous drawbacks. Indeed, logistics are complex since flower in the machining line are broken between green parts and hard parts. Gas consumption and emissions are high, which results in a significant carbon footprint. Additionally, safety can be an issue with lax maintenance resulting in a fire due to flames that seep from the furnace and into the vent system.
The development of electric furnaces with vacuum technologies have overcome these drawbacks. They add value to heat treatment by making it safe, efficient, and highly integrated, and by providing superior quality at an optimized cost/performance ratio. In this global political context of encouraging reduced carbon emissions, investments in greener manufacturing processes to lower CO2 per ton is a growing trend. Based on this observation, vacuum technologies, especially electric furnaces, are relevant alternatives to substitute in conventional heat treatment installations.
White certificates have been published by third party organizations highlighting the gap between conventional equipment and electrics vacuum furnaces for carburizing and quenching operations by demonstrating energy savings from 66% to 89% and an average reduction of 85% regarding CO2 emissions.
What are the operational advantages?
ECM Technologies has measured the benefits of its installations in comparison to equivalent conventional equipment (sealed quench furnaces):
Considering the same load features – Steel 20NiCrMo2 for a 300kg net load of shafts requiring a case depth DC 500 in between 0.95 and 1.25mm. The result of this study showed that electric vacuum furnaces allow for cycle times reduced by 40%, electricity consumption per kg of treated part reduced by 39%, and process gas consumption reduced by 98%. Furthermore, final CO2 emissions have been reduced by 89%. Comparing pusher furnaces with ECM Tech modular installations, this case study also took into consideration the same load features – 16McCr5 400kg net load with a case depth of 1.05 – 1.45mm and 380-465 HV5. It resulted in a reduction of electricity consumption per kg of treated part by 32%, process gas consumption reduced by 99%, and final CO2 emissions reduced by 81%. These gains in gas consumption are directly linked to the use of vacuum and to the fact that these furnaces are electrically heated.
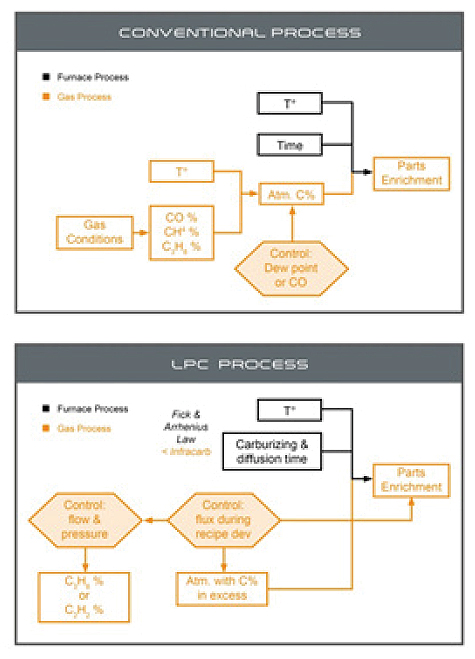
Indeed, the process does not require a carbon atmosphere, but only C2H2 & N2 which are alternatively injected during the process. This process frees carbon atoms that will diffuse according to Fick’s Law into the part’s surface. The technology eliminates the gas required to heat the furnace, as well as, the endothermic generator providing the permanent gas flow used for carburizing.
In addition to the significantly reduced environmental impact, our vacuum heat treatment installations present several other advantages: the improvement of metallurgical properties of treated parts and the safer integration of furnaces. Vacuum furnaces use cold wall technology that enables higher temperature treatments and integration in machining lines. It allows for a higher throughput, but also prevents granular oxidation thanks to the absence of oxygen. Also, vacuum removes the risk of fire hazard since no open flames are generated during the process. Finally, thanks to the higher productivity and minimized loss of energy, their efficiency is increased, which results in signification additional benefits regarding the environmental impact.
Generally, why should people be paying attention to what you have to offer?
With structural changes in mind, we developed installations to substitute traditional furnaces and bring all of the aforementioned advantages to a wider range of industries. A new product was launched to replace conventional batch IQ or sealed quench furnaces – the Eco furnace line.
It integrates into existing lines and has been designed to use existing leading systems. This new furnace is a vacuum oil quenching furnace designed for hardening, carburizing, brazing and carbonitriding operations. Also, the electrification of vehicles reduces the dimensions and the number of parts needed in transmissions. Since there are approximately five times fewer parts in an EV transmission in comparison to regular transmissions, volumes to be treated are reduced. Hence, agile installations are more and more adapted to the needs of the automotive industry that drives for flexibility, just-in-time production and the continuing strive toward lean manufacturing. Such needs are met with this new furnace.
Industries are facing deep structural changes. Norms are evolving, technologies are more and more advanced, and demand is shifting to greener products and processes. As a result, production must follow this change and anticipate it as much as possible. Vacuum technologies enable manufacturers to adapt to these changes, offering efficient, agile and relevant alternatives to conventional technologies.




