

ECM USA Whitepapers
As experienced vacuum furnace technology professionals, the ECM team strives to share their knowledge with the heat treat community through technical presentations at industry tradeshows & expos, such as: ASM Heat Treat, Furnaces North America, AMPM/PowderMet, and more. The below whitepaper abstracts were presented by ECM USA and heat treat industry partners at ASM Heat Treat 2019. To access the whitepaper manuscripts, you will need to provide your name and email. A link to download the paper will then be sent to your provided email address: Download Request Form
Bending Fatigue in Low-Pressure Carbonitriding of Steel Alloys with Boron and Niobium Additions
Larissa Vilela Costa, Denise Correˆa de Oliveira, Douglas Wallace, and Kip O. Findley | ASPPRC, Colorado School of Mines
Vincent Lelong | ECM USA
In this study, the low-pressure carbonitriding (LPCN) response of four different steel alloys is investigated. The influence of unprotected boron is evaluated by comparing the microstructure and fatigue performance of 20MnCr5 with and without boron additions after LPCN. Similarly, the influence of Nb microalloying is assessed by comparing 8620 steel with and without Nb additions. Low-pressure carbonitriding heat treatments were developed to achieve case depths of 0.65-0.75 mm in each alloy, thus allowing the influence of alloying and microstructure to be explored independent of case depth.
Vincent Lelong | ECM USA
In this study, the low-pressure carbonitriding (LPCN) response of four different steel alloys is investigated. The influence of unprotected boron is evaluated by comparing the microstructure and fatigue performance of 20MnCr5 with and without boron additions after LPCN. Similarly, the influence of Nb microalloying is assessed by comparing 8620 steel with and without Nb additions. Low-pressure carbonitriding heat treatments were developed to achieve case depths of 0.65-0.75 mm in each alloy, thus allowing the influence of alloying and microstructure to be explored independent of case depth.

Low Pressure Carbonitriding of Steel Alloys with Boron and Niobium Additions
Larissa Vilela Costa & Kip O. Findley | ASPPRC, Colorado School of Mines
Vincent Lelong | ECM USA
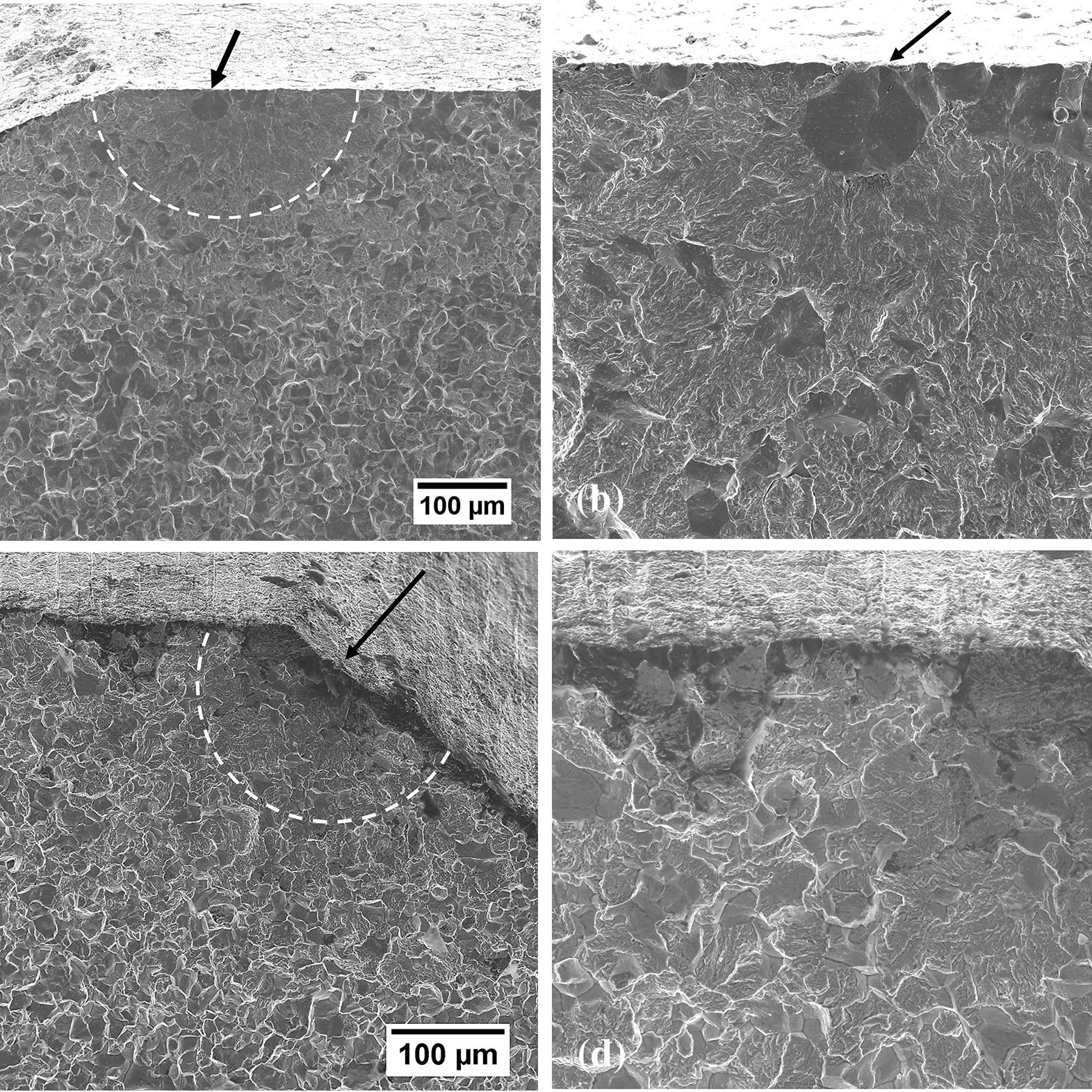
Low pressure carbonitriding (LPCN) has the potential to improve impact and fatigue strength, with gears being an example application, through the enrichment of nitrogen in addition to carburizing at higher heat treatment temperatures. In this study, the LPCN response of four different steel alloys is investigated. The influence of unprotected boron is evaluated by comparing the LPCN response of 20MnCr5 with and without boron additions. The influence of Nb microalloying is assessed by comparing the LPCN response of 8620 with and without Nb additions. Low pressure carbonitriding heat treatments were developed to achieve case depths of 0.65 to 0.75 mm in each alloy. The hardness and case microstructure are correlated to bending fatigue response measured with Brugger fatigue specimens, which are designed to simulate the root of a gear tooth.
Vincent Lelong | ECM USA
Low pressure carbonitriding (LPCN) has the potential to improve impact and fatigue strength, with gears being an example application, through the enrichment of nitrogen in addition to carburizing at higher heat treatment temperatures. In this study, the LPCN response of four different steel alloys is investigated. The influence of unprotected boron is evaluated by comparing the LPCN response of 20MnCr5 with and without boron additions. The influence of Nb microalloying is assessed by comparing the LPCN response of 8620 with and without Nb additions. Low pressure carbonitriding heat treatments were developed to achieve case depths of 0.65 to 0.75 mm in each alloy. The hardness and case microstructure are correlated to bending fatigue response measured with Brugger fatigue specimens, which are designed to simulate the root of a gear tooth.

Brazing In A Multi-Cell Vacuum Furnace System
Vincent Esteve | ECM USA
Brazing under vacuum is a growing method for large-scale production with cost efficient and time saving process benefits. That is to say, adapting production capacity, reducing cycle time, producing in a “just in time” style, switching from part design and material in a minimum of time are just a few of the known benefits. Currently, the main industry goal is to integrate, if possible, all of the brazing process steps into the same piece of equipment for heat treating brazed parts.
Brazing under vacuum is a growing method for large-scale production with cost efficient and time saving process benefits. That is to say, adapting production capacity, reducing cycle time, producing in a “just in time” style, switching from part design and material in a minimum of time are just a few of the known benefits. Currently, the main industry goal is to integrate, if possible, all of the brazing process steps into the same piece of equipment for heat treating brazed parts.

High Pressure Gas Quenching Evolution
Dennis Beauchesne | ECM USA
Gas quenching has been involved in heat treating for many years. Over those years, the technology has been looked at by many who heat treat to be limited to single chamber furnaces, which would standardly be 2, 6, 10 and 12 bar systems with varying methods of introducing the gas through the load. High pressure gas quenching has evolved tremendously to produce quenching with gas to provide properly hardened carbon steels for many applications including most automotive transmission products today. We will show that the technology used in high pressure gas quenching has improved and how the amount and method of cooling has evolved. Along with using new steels with higher hardenability, we will look at the evolution of high pressure gas quenching in heat treating and the systems available today with data from different loads at various cooling rates.
Gas quenching has been involved in heat treating for many years. Over those years, the technology has been looked at by many who heat treat to be limited to single chamber furnaces, which would standardly be 2, 6, 10 and 12 bar systems with varying methods of introducing the gas through the load. High pressure gas quenching has evolved tremendously to produce quenching with gas to provide properly hardened carbon steels for many applications including most automotive transmission products today. We will show that the technology used in high pressure gas quenching has improved and how the amount and method of cooling has evolved. Along with using new steels with higher hardenability, we will look at the evolution of high pressure gas quenching in heat treating and the systems available today with data from different loads at various cooling rates.

Low Pressure Carburizing Distortion Data Comparing Oil and HP Gas Quenching
Vincent Lelong | ECM USA
As is commonly known, oil quench and gas quench are significantly different in terms of metallurgical results and specific customer requirements. This presentation will review data on parts tested in Low Pressure Carburizing using oil and gas quenching, as well as, load design to optimize each quenching media in function of the type of furnaces available on the market for LPC with ECM Technologies. Metallurgy and distortion results will be presented to show the advantages in function of specific targets that customers want to achieve on their production parts like cycle time, uniformity of treatment, distortion control, and productivity of their heat treat installation.
As is commonly known, oil quench and gas quench are significantly different in terms of metallurgical results and specific customer requirements. This presentation will review data on parts tested in Low Pressure Carburizing using oil and gas quenching, as well as, load design to optimize each quenching media in function of the type of furnaces available on the market for LPC with ECM Technologies. Metallurgy and distortion results will be presented to show the advantages in function of specific targets that customers want to achieve on their production parts like cycle time, uniformity of treatment, distortion control, and productivity of their heat treat installation.
Next Generation High Pressure Gas Quench Simulation
Spencer Wolf & Vincent Lelong | ECM USA
Modern gas quenching technology achieves high performance and satisfaction in the heat treat industry. Low pressure carburizing (LPC) furnaces in particular require thorough validation of the gas quenching process to meet metallurgical and distortion requirements. This paper will share some specifics on a new process to validate gas quenching parameters utilizing specialized simulation software. These programs can allow for faster and more in depth analysis of gas quench parameters such as the relationship between cooling rate, pressure and turbine speeds, in addition to how those parameters can affect distortion by interacting directly with the part and the heat treat fixtures. We will demonstrate these benefits through actual examples utilizing existing equipment and parts, in addition to showing how the data retrieved from the simulation can be implemented to optimize the quench process in the real world.
Modern gas quenching technology achieves high performance and satisfaction in the heat treat industry. Low pressure carburizing (LPC) furnaces in particular require thorough validation of the gas quenching process to meet metallurgical and distortion requirements. This paper will share some specifics on a new process to validate gas quenching parameters utilizing specialized simulation software. These programs can allow for faster and more in depth analysis of gas quench parameters such as the relationship between cooling rate, pressure and turbine speeds, in addition to how those parameters can affect distortion by interacting directly with the part and the heat treat fixtures. We will demonstrate these benefits through actual examples utilizing existing equipment and parts, in addition to showing how the data retrieved from the simulation can be implemented to optimize the quench process in the real world.